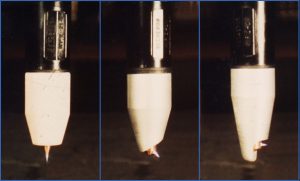
The Choice of gases to be used for plasma arc welding depends on the metal to be welded. The orifice gas must be inert with respect to the tungsten electrode to avoid rapid deterioration of the electrode. Argon is the preferred orifice gas because its low ionization potential assures a dependable pilot arc and reliable arc starting. When the Argon is ionized a pilot arc is created. The pilot arc creates a conductive path between the welding electrode and welding ground.
This enables low current welding (0.1 amps to 50.0 amps). The plasma transferred arc is also constricted due to the nozzle that surrounds the welding electrode. This increases the energy concentration at the weld pool.
Hydrogen is mixed with Argon to increase heat input to the weld. The addition of Hydrogen reduces surface tension of the molten pool resulting in increased travel speeds. By reducing the surface tension of the molten metal, degassing of the weld pool is also facilitated so that the danger of gas inclusions in the form of porosity is lessened.
At higher welding speeds, undercutting is also avoided and a smoother weld surface is achieved. In addition to the increased arc heating efficiency, hydrogen has a fluxing effect that reduces the amount of oxides formed when joining stainless steels, nickel, or nickel alloys, the presence of hydrogen helps by preventing porosity. Nickel oxides formed by the entry of oxygen from the air are reduced by the hydrogen. The hydrogen “attacks” any stray oxygen before it can form nickel oxides. Too much hydrogen can cause porosity and cracking in the weld bead. Hydrogen content of 3% to 7% will cover most applications.

 There are times however when “standard” parts do not allow you to complete a particularly difficult welding task. PWS has in stock or can build-to-suite almost any customer nozzle requirement.
There are times however when “standard” parts do not allow you to complete a particularly difficult welding task. PWS has in stock or can build-to-suite almost any customer nozzle requirement.