The Magic of Metal: All You Need to Know About the Metalworking Industry
Metalworking has played a crucial role in human history. Part science, part art and part practical fabrication, metalworking has been an essential driving-force in the development of human society and continues to be central to our capability and development.
Like all industrial processes, metalworking has undergone massive changes throughout our history. However, in many ways, the essential elements of metalworking — forming, casting and joining — remain surprisingly unchanged from the days of our ancestors.
Metalworking is a craft that has allowed secondary processes to develop and was crucial in helping different societies to develop wealth, essential technologies and useful tools throughout history. Societies with advanced metalworkers have always had an edge in terms of wealth and relations with other nations.
The History of Metalworking
Today, we may take metal for granted, but it is important to remember that extracting, processing and working with metal is a very highly advanced process. In fact, it is truly amazing that human beings discovered it so early in our history — and that many civilizations developed these technologies independently from one another.
There is evidence that humans were forging copper as early as 8700 BCE, and civilizations around the world were working with metal by 6000 BCE. Most ancient metalworkers typically worked with iron, tin, lead, copper, mercury, silver and gold, developing different processes for extracting, forming, casting and joining materials.
Economic Importance
Metalworkers have always been very important to how our society functions, but in ancient times, metalworkers were so important they sometimes directly influenced the economic prosperity of a town or village.
Metalworkers often forged a connection between different villages and communities. Their sharing of knowledge and technique helped to form bonds between groups of people that otherwise often had very little in common.
Branches of Metalworking

Three major branches or components make up the art and craft of metalworking.
1. Metal Forming: Metal forming is the process of shaping and reshaping metal using mechanical force or heat. The shape and structure of the piece of metal are altered without adding or removing any materials. To help you picture the process, imagine shaping a piece of Play-Dough with your hands. Though easier, it will give you an idea of the process that metal formers go through to create a new item. Metal forming is essential to metalworking, providing the main pieces that make up larger components of the appliances, tools and electronics that we use every day of our lives.
2. Metal Casting: Metal casting is an art that has truly helped to make mass production of metal products possible and affordable. Metal casting involves creating a mold that molten metal can be poured into and allowed to dry. The final product is a new and standardized shape of metal that can be specialized in any way needed.
3. Metal Joining: Once essential metal parts have been formed and cast, there also needs to be a way to join them together! Metal joining can be done in many ways, and the choice may depend on the metal being used, or the way a product will ultimately be used. Joining might be done through heating and melting metals to act as a solvent to create a bond. In some other cases, metalworkers will use a process called riveting, creating special holes and assembly points to bring parts together — very much in the same way a door hinge functions. Riveting is an ancient process of metal joining that is still sometimes used today, particularly in artisan metalworking.
Many metalworkers specialize in one branch of metalworking, working in connection with other professionals to bring together the best possible finished products.
Metalworking Today
Today, metalworking continues to play an essential role in our daily lives, and many of the processes we continue to use aren’t as different from ancient man’s as you might think! As mass production ramped up throughout the 1900s, metal became a household staple in countless ways, being used for everything from appliances to decorations to lunchboxes. With this change came a lot of development for metalworkers, who have found new ways of meeting challenges, better ways of forming and discovered more efficient casting techniques over time.
The Advent of Adhesives
One of the biggest developments in metal joining in the past two decades is the development of new adhesives, capable of joining metal without the need for soldering, brazing or welding. These glues and adhesives have helped to modernize metalworking and make it faster and more efficient.
In some ways, the introduction of metal glue has also helped to narrow the field of metalworkers to specialized work. Now, more assemblers than ever can join metals quickly and easily, without the need for expert soldering, welding or other joining services. What’s more, average people have more adhesive options than ever, even when working with metal, which is excellent news for homeowners and those in construction.
Glues and adhesives that allow metals to bond have made the metalworking industry more efficient over time. There are many solutions for small working projects and even glue guns that contain glues for bonding metals of all kinds. This makes metalwork assembly faster, more efficient and more accessible to more people.
Global Metalworking
When our ancestors began working with metal, their access to knowledge, materials and supplies was very limited. Metalworkers were restricted to the local area in which they worked and resided, with limited connection with other parts of the world.
Today, advanced shipping techniques and the possibilities created by globalization have allowed metalworking to become a truly global force, and many of the metal pieces combined to make the appliances we use every day come from all over the world.
The Future of Metalworking
Although plastic has emerged as one of the most popular and durable manufacturing products in the world, metal and metalworking are still essential to the manufacturing industry.
The future of the metalworking industry is bright. As electronics and home appliance manufacturing develop, metalworkers are challenged to find innovative solutions to creating smaller, more compact and more easily assembled cases, housing and appliance suppliers.
Durability without too much weight or bulk is the demand of every manufacturer, and metalworkers continue to rise to the challenge.




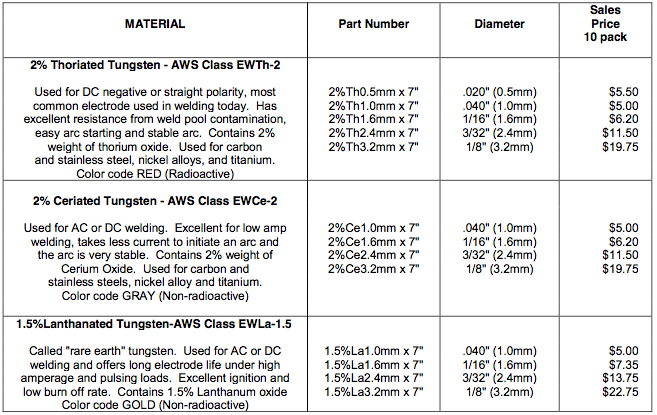
 Our Electrodes are ready for purchase over the internet or by purchase order. Discounts are available on orders of 10 or more boxes. The tungsten electrodes are 7” long and diameter sizes from 0.020 up to 1/8”. Visa, Mastercard and American Express orders are accepted. Contact us for pricing, technical information or free tungsten electrode samples.
Our Electrodes are ready for purchase over the internet or by purchase order. Discounts are available on orders of 10 or more boxes. The tungsten electrodes are 7” long and diameter sizes from 0.020 up to 1/8”. Visa, Mastercard and American Express orders are accepted. Contact us for pricing, technical information or free tungsten electrode samples.


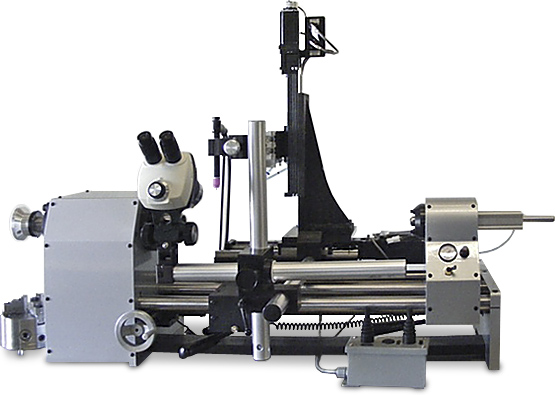
 Features Not Available Elsewhere:
Features Not Available Elsewhere:
 Most Precise
Most Precise Easiest to Use
Easiest to Use Optional Vacuum System
Optional Vacuum System